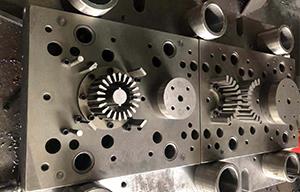
转子铸铝模的技术要求
- 2021-12-14-
传统的精车转子外圆工艺,车刀断续切削,磨损较快,增加了刀具刃磨和安装调整的时间,降低了工作效率。而且在精车转子外圆后,会构成倒齿、倒片和毛刺而招致片间粘连,转子外表因涡流而产生损耗,降低了电机效率。同时车削时铁屑、铝屑容易进入槽口和径向风道内,难以清算,毁坏了转子片间绝缘,增加了转子损耗,影响电机牢靠运转。目前,高压电机铜排转子由于采用叠片方式或小电机采用高速级进冲的方式完成冲气隙工艺,这些计划只是针对特殊转子和大批量电机采取的工艺措施,而对多种类、小批量的常规电机,则还采用车气隙的工艺。
传统的铸铝模,在转子铸铝时存在排气性差和铝水外溢的问题,排气差会导致铸铝转子冷隔、断条等问题产生,直接影响铸铝转子质量,导致电机损耗增大,而铝水外溢会使铝包裹在转子外表,需车掉转自外面的铝,由于需要车削,会增大转子损耗,并导致冲气隙工艺失败。

上一条: 汽车电机冲片模具的冲裁过程及冲模间隙选择
下一条: 一般的电机铁芯模具损耗有两个原因