落料模的介绍
- 2019-12-30-
落料模进程及原理
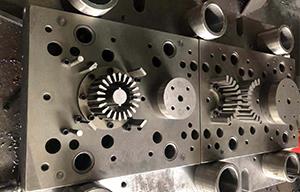
板料放一般在凹模上,用凸模向下加压。因为凹模凸模的凸边具有刃口,在加压的同时发生剪切作用,从板料上切下所需形状和尺度的坯料,以便进行下一步工序。有时也可一次落料即得制品。
应用举例
用于需进一步加工工件的下料,或直接冲制出工件,如平板型东西板头。
特点
1)板材冲压生产首要依靠冲模和冲压设备来完成加工,工艺进程便于实现机械化和自
动化,生产率很高,操作简洁,故零件本钱低。
2)可以冲压出形状复杂的零件,一般无需再进行切削加工,且废料较少,因而节约原
材料和能源耗费。
3)板材冲压常用的原材料有低碳钢以及塑性高的合金钢和有色金属,多是表面质量好
的板料、条料或带料,产品重量轻、材料耗费少、强度高、刚性好。
4)冲压件的尺度公差首要由冲模来确保,因而产品具有足够高的精度和较小的表面粗
糙度值,尺度稳定,互换性好。
5)但冲模制作复杂、本钱高,只在大批量生产条件下,其优越性才显得突出。
落料与冲孔
冲孔和落料的相同点为两个工序的坯料变形分离进程和模具结构都是相同的两者的差异:冲孔是在板料上冲出洞,以获得带孔的制件冲裁的都是废料;落料是为了获得具有必定的形状和尺度的落料件,冲落的部分是制品,余下的部分是余料或不用的废料。

上一条: 定转子工装夹具设计要注意的问题
下一条: 自助冲模的小知识