电机铁芯模具粘结技术的改进及运用
- 2021-02-27-
电机铁芯模具的发展速度十分快,特别是在如今高效率加工中,各个方面都要想方法加以改良,才可以在满足日益发展的产品需求,本文主要引见一下电机铁芯模具粘结技术方面的改良,目前,电机铁芯模具主要采用环氧树脂粘结技术,该技术主要应用在以下方面:
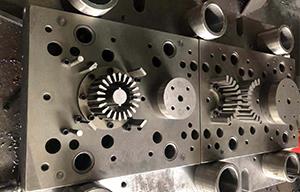
1.固定冲头及导套。冲头装入凹模固定板中的深度为20毫米,由环氧树脂粘结。
2,浇必定位销孔。将淬火前的凸(或凹)模刃口拼块中的销孔扩展3-4毫米,模具装配时,先将凸(或凹)模紧固在固定板上,然后将定位销装入固定板的销孔中,并在刃口拼块的定位销孔中(即定位销的周围)浇注环氧树脂粘结剂,以使其与定位销有很精细的配合外表。这种办法加工销孔烦琐、销与孔配合准确,定位销拆装便当。
3.连结凸模拼块及凹模拼块。在凸(或凹)模各拼块互相之间的接触面上,割出逐个对应的燕尾槽。组装时,将燕尾块塞入燕尾槽中,周围留有1-2毫米的间隙,然后在间隙中注入环氧树脂粘结剂,使之紧固成一个整体。由于燕尾块楔形,将各凸(或凹)模拼块严密相连,犹如整体凸(或凹)模冲裁时凸模或凹模拼块简直无涨开现象。燕尾块的运用,为凸、凹模拼块采用平摆式构造提供了牢靠的保证。
据我们初步统计,构造改良后的电机铁芯模具制形成本约为改良前的60%。另外,电机铁芯模具设计及电机铁芯模具制造工时,改良后约为改良前的二分之一。改良后的电机铁芯模具精度及电机铁芯模具寿命均高于改良前。

上一条: 关于复合模具的结构特点
下一条: 复合模具的结构特点